Неразрушающий контроль (НК) - технологический контроль надежности параметров объета или его элементов. При его проведении исследуемый объект не выводится из работы, не демонтируется.
Неразрушающий контроль применяется для диагностики зданий и сооружений, а также для сложного технологического оборудования. Технология неразрушающего контроля безопасна и является важнейшим элементом экспертизы промышленной безопасности. Благодаря неразрушающему контролю обеспечивается техническая безопасность на любых объектах.
Метод ультразвукового контроля
Одним из основных методов неразрушающего контроля является ультразвуковой метод контроля (УЗК).
Ультразвуковой метод (УК) - основан на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 - 25 МГц в контролируемых изделиях с помощью специального оборудования - ультразвукового дефектоскопа
Метод ультразвукового неразрушающего контроля — это излучение и последующем принятие отраженных ультразвуковых колебаний с помощью ультразвукового дефектоскопа и пьезоэлектропреобразовател-я(-ей) и анализ полученных данных с целью определения наличия дефектов, а также их эквивалентного размера, формы (объемный/плоскостной), вида (точечный/протяженный), глубины залегания и пр.
Применение
Ультразвуковой метод применим во время изготовления объектов контроля, в процессе их производственных испытаний, при техническом освидетельствовании, а также, непосредственно, в процессе экплуатации.
Кто такой дефектоскопист?
Дефектоскопист — это специалист по неразрушающему контролю. В обязанности дефектоскописта входит диагностика объектов, а также их частей (узлов) на предмет выявления различных дефектов. Одно только название профессии говорит о том, что профессия дефектоскописта очень ответственная, многопрофильная, непростая. Специалист по ультразвуковому методу неразрушающего контроля должен уверенно работать с дорогостоящим и сложным оборудованием, обладать обширными техническими знаниями, знать стандарты, нормы дефектоскопистов, регламенты и различного рода документацию.
Аттестация дефектоскописта
Аттестация (сертификация) персонала на неразрушающие методы контроля на I, II и III уровни квалификации проходит в соответствии с требованиями .
Для точного расчета стоимости аттестации, необходимо выбрать методы и объекты, по которым Вам необходимо обучиться.
Основные методы и объекты неразрушающего контроля (НК)
Методы дефектоскопии:
- - основан на явлении, называемом акустической эмиссией. При возникновении и распространении акустических волн при деформации напряжённого материала или истечении газов и других процессах возникают упругие колебания акустических волн, данные которых используются для определения образования дефектов на начальной стадии разрушения конструкции. Благодаря движению среды возможно использование АЭ для дигностики процессов и материалов, таких как критерий целостности материала;
- - основанный на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 - 25 МГц в контролируемых изделиях с помощью специального оборудования - ультразвукового дефектоскопа;
- Магнитный (МК) - основанный на анализе взаимодействия магнитного поля с контролируемым объектом;
- Электрический (ЭК) - основанный на регистрации параметров электрического поля, взаимодействующего с контролируемым объектом или возникающего в контролируемом объекте в результате внешнего воздействия;
- Вихретоковый (ВК) - основанный на анализе взаимодействия внешнего электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте;
- Радиоволновой (РВК) - основанный на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с контролируемым объектом;
- Тепловой (ТК) - основанный на регистрации изменений тепловых или температурных полей контролируемых объектов, вызванных дефектами;
- Оптический (ОК) - основанный на регистрации параметров оптического излучения, взаимодействующего с контролируемым объектом;
- — основанный на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с контролируемым объектом. Слово «радиационный» может заменяться словом, обозначающим конкретный вид ионизирующего излучения, например, рентгеновский, нейтронный и т. д.;
- Проникающими веществами - основанный на проникновении веществ в полости дефектов контролируемого объекта. Существует несколько видов данного метода, например «капиллярный (ПВК)», или «течеискание (ПВТ)», который используется при выявлении сквозных дефектов;
- — основанный на визуальном осмотре и контроле качества сварочных швов, подготовке и сборки заготовок под сварку. Цель данного осмотра — выявить вмятины, заусенцы, ржавчину, прожоги, наплыви и прочие видимые деффекты. Этот метод предшествует остальным методам дефектоскопии и является базовым;
- Вибордиагностический (ВД ) – основанный на анализе параметров вибрации, возникающей при работе контролируемого объекта. Вибрационная диагностика нацелена на поиск неисправностей и оценку технического состояния объекта вибрационно-диагностического контроля.
Объекты дефектоскопии:
1. Объекты котлонадзора
- 1.1. Паровые и водогрейные котлы
- 1.2. Электрические котлы
- 1.3. Сосуды, работающие под давлением свыше 0,07 МПа
- 1.4. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С
- 1.5. Барокамеры
2. Системы газоснабжения (газораспределения)
- 2.1. Наружные газопроводы
- 2.1.1. Наружные газопроводы стальные
- 2.1.2. Наружные газопроводы полиэтиленовые
- 2.2. Внутренние газопроводы стальные
- 2.3. Детали и узлы, газовое оборудование
3. Подъемные сооружения
- 3.1. Грузоподъемные краны
- 3.2. Подъемники (вышки)
- 3.3. Канатные дороги
- 3.4. Фуникулеры
- 3.5. Эскалаторы
- 3.6. Лифты
- 3.7. Краны-трубоукладчики
- 3.8. Краны-манипуляторы
- 3.9. Платформы подъемные для инвалидов
- 3.10. Крановые пути
4. Объекты горнорудной промышленности
- 4.1. Здания и сооружения поверхностных комплексов рудников, обогатительных фабрик, фабрик окомкования и аглофабрик
- 4.2. Шахтные подъемные машины
- 4.3. Горно-транспортное и горно-обогатительное оборудование
5. Объекты угольной промышленности
- 5.1. Шахтные подъемные машины
- 5.2. Вентиляторы главного проветривания
- 5.3. Горно-транспортное и углеобогатительное оборудование
6. Оборудование нефтяной и газовой промышленности
- 6.1. Оборудование для бурения скважин
- 6.2. Оборудование для эксплуатации скважин
- 6.3. Оборудование для освоения и ремонта скважин
- 6.4. Оборудование газонефтеперекачивающих станций
- 6.5. Газонефтепродуктопроводы
- 6.6. Резервуары для нефти и нефтепродуктов
7. Оборудование металлургической промышленности
- 7.1. Металлоконструкции технических устройств, зданий и сооружений
- 7.2. Газопроводы технологических газов
- 7.3. Цапфы чугуновозов, стальковшей, металлоразливочных ковшей
8. Оборудование взрывопожароопасных и химически опасных производств
- 8.1. Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающих под давлением до 16 МПа
- 8.2. Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающих под давлением свыше 16 МПа
- 8.3. Оборудование химических, нефтехимических и нефтеперерабатывающих производств, работающих под вакуумом
- 8.4. Резервуары для хранения взрывопожароопасных и токсичных веществ
- 8.5. Изотермические хранилища
- 8.6. Криогенное оборудование
- 8.7. Оборудование аммиачных холодильных установок
- 8.8. Печи
- 8.9. Компрессорное и насосное оборудование
- 8.10. Центрифуги, сепараторы
- 8.11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных токсичных веществ
- 8.12. Технологические трубопроводы, трубопроводы пара и горячей воды
10. Объекты хранения и переработки зерна:
- 10.1. Воздуходувные машины (турбокомпрессоры воздушные, турбовоздуходувки).
- 10.2. Вентиляторы (центробежные, радиальные, ВВД).
- 10.3. Дробилки молотковые, вальцовые станки, энтолейторы.
11. Здания и сооружения (строительные объекты)
- 11.1. Металлические конструкции
- 11.2. Бетонные и железобетонные конструкции
- 11.3. Каменные и армокаменные конструкции
Выучиться на дефектоскописта
Конечно же труд дефектоскописта должен быть основан на обширных знаниях, которые можно получить, пройдя курсы дефектоскопистов. Обучение по профессии дефектоскопист в Москве проводят специальные независимые органы по аттестации персонала системы неразрушающего контроля. Получив образование, проводится аттестация дефектоскописта, по результатам которой выдается удостоверение инженера дефектоскописта. Наша компания поможет Вам и Вашим сотрудникам выучиться на дефектоскописта различных видов, в данном случае, дефектоскопист по ультразвуковому методу НК, без отрыва от производства .
Зачем нужна аттестация дефектоскописта?
Согласно , все специалисты неразрушающего контроля (дефектоскописты) должны проходить аттестацию, при проведении контроля методами установленными п.17 методами на объектах, установленных Приложением 1.
Аттестацией своих специалистов должны заниматься предприятия и организации, осуществляющие деятельность по неразрушающему ультразвуковому контролю при технической диагностике, ремонте, реконструкции зданий и сооружений, а также их частей и технических устройств на производственных объектах связанных с повышенной опасностью. Также организации, занимающиеся аттестацией, повышением квалификации персонала должны пройти аттестацию в специальных независимых органах по аттестации персонала системы неразрушающего контроля.
3 уровня квалификации дефектоскописта :
I уровень квалификации — специалист НК, обладающий умениями, знаниями и навыками согласно п. 1.2 Приложения 4.
Специалист НК I уровня квалификации может выполнять работы по незразрущающему контролю определенным методом НК, определенных объектов, согласно инструкции, строго соблюдая технологию и методику НК и под контролем персонала уровня квалификации выше, чем у него.
В обязанности дефектоскописта по ультразвуковому контролю I уровня входит:
- настройка оборудования, которое используется для осуществления НК соответствующим методом;
- выполнение НК методом, на который аттестован;
- описание результатов наблюдения и контроля.
Специалист I уровня квалификации не может осуществлять самостоятельный выбор метода НК, оборудования, технологии и режима контроля, проводить оценку результатов контроля.
II уровень квалификации — специалист НК, обладающий знаниями, умениями и навыками согласно пп 2.2 и 2.3 Приложения 4.
Специалист НК II уровня квалификации может выполнять работы по незразрушающему контролю, обладает достаточной квалификацией для руководства НК в соответствии с нормативно-технической документацией, для выбора способа контроля, ограничения области применения метода. Производит настройку оборудования, проводит оценку качества объекта или элемента в соответствии с документами, документирует полученные результаты, разрабатывает инструкции и различные документы по конкретной продукции в области своей аттестации, подготавливает и руководит специалистами I уровня. Специалист II уровня квалификации НК производит выбор технологии и средств контроля, делает заключение по результатам контроля, который осуществляет он сам или специалист НК I уровня.
III уровень квалификации — специалист НК, обладающий знаниями, умениями и навыками согласно п.3 Приложения 4.
Специалист НК III уровня квалификации обладает квалификацией, необходимой для руководства любыми операциями по методу НК, по которому он аттестован, осуществляет самостоятельный выбор методов и способов НК, персонала и оборудования. Руководит работой персонала I и II уровней, и выполняет работы, которые входят в обязанности этих уровней. Контролирует и согласовывает технологическую документацию, которая разработана специалистами II уровня. Занимается разработкой методических документов и технических регламентов по НК, а также оценкой и интерпретацией результатов контроля. Участвует в подготовке, аттестации персонала на I, II, III уровни, если уполномочен Независимым органом. Инспектирует работы, которые выполнены персоналом I и уровней, занимается выбором технологии и средств контроля, делает заключение по его результатам, которое он выполнил сам, или же специалист I уровня под его наблюдением.
Существуют также различные разряды дефектоскопистов , которые они получают непосредственно на предприятиях, где они работают.
Вы можете пройти обучение независимо от того, какую квалификацию уже имеете на данный момент. Если у вас уже есть стаж работы по профессии, и вы хотите повысить свой статус до дефектоскописта 6 разряда, вам необходимо пройти повышение квалификации дефектоскопистов. Для специалистов с недостаточным стажем и знаниями существуют курсы, где проходит профессиональная подготовка дефектоскопистов, где вы сможете учиться на дефектоскописта «с нуля».
ВАЖНО
Для того, чтобы заниматься деятельностью по неразрушающему контролю работнику необходимо получить заключение врача терапевта и окулиста, о состоянии здоровья.
Список документов для аттестации персонала в области неразрушающего контроля (дефектоскопист по ультразвуковому методу НК):
- Регистрационная карта с подписью кандидата(об-но указать опыт работы)
- Заявление о согласии на обработку персональных данных
- Заявка
- Копия документа об образовании заверенная
- Документ, подтверждающий практический стаж работы по заявленному методу НК
- Справка о состоянии здоровья(заключение терапевта и окулиста)
- Сведения о работах,проведенных кандидатом за последний год (кроме кандидатов, претендующих на I уровень)
- Оригиналы ранее выданных уд-ий, для переоформления(квалификационное+ПБ)
- Фото 4 шт
- Соглашение о сотрудничестве
Срок действия аттестации дефектоскописта по ультразвуковому методу НК I, II уровней — 3 года, III уровня — 5 лет с момента аттестации.
Стоимость удостоверения дефектоскописта рассчитывается только по заявке, исходя из того, по каким работам и видам деятельности будет производится аттестация!
Федеральное агентство железнодорожного транспорта
Федеральное государственное образовательное учреждение
Среднего профессионального образования
Пензенский техникум железнодорожного транспорта
Неразрушающий контроль узлов и деталей, системы технического диагностирования
Контрольная работа
Вопрос № 1. Общие положения неразрушающего контроля
Вопрос № 2. Магнитный вид неразрушающего контроля
Вопрос № 3. Задачи средств и классификация систем технического диагностирования
Вопрос № 1. Общие положения неразрушающего контроля
Техническая диагностика - область знаний, охватывающая теорию, методы и средства определения технического состояния объектов (ГОСТ 20911-89) (17).
Техническое диагностирование - процесс установления технического состояния объекта с указанием места, вида и причин возникновения дефектов и повреждений.
Система технического диагностирования ПС представляет собой совокупность объектов, методов и средств, а также исполнителей, позволяющую осуществить диагностирование по правилам, установленным соответствующей нормативно-технической документацией. Эта система предназначается для решения следующих задач:
диагноза (от греческого «диагнозис» - распознавание, определение) - оценки технического состояния ПС или сборочной единицы в настоящий момент времени (при этом определяется качество изготовления или ремонта вагонов и локомотивов);
прогнозирования (от греческого «прогнозис» - предвидение, предсказание) технического состояния, в котором окажется подвижная единица через некоторый период эксплуатации (например, на пунктах технического обслуживания (ПТО) вагонов не только определяется техническое состояние, но и решается вопрос о возможности следования вагонов до следующего ПТО без возникновения отказов);
генезиса (происхождение, возникновение, процесс образования) - установления технического состояния ПС в прошлом (например, перед аварией, крушением, другими чрезвычайными событиями); решение задач этого типа называется технической генетикой. Диагностирование выполняется на каждой стадии жизненного цикла ПС: на стадии проектирования, при производстве, в режиме эксплуатации и при всех плановых видах ремонта. Вагон, локомотив, сборочная единица или деталь как объекты диагностирования (ОД) испытывают эксплуатационные воздействия при обычном их функционировании и тестовые воздействия от средств технического диагностирования (СТД), имитирующих условия работы ПС, близкие к эксплуатационным. О техническом состоянии ОД можно судить по диагностическим параметрам (ДП).
Рис. 1 Структурная схема системы технического диагностирования вагонов и локомотивов.
Информация от СТД, измеряющих и преобразующих параметры по заранее разработанному алгоритму диагностирования (АД), поступает к оператору (О) для принятия решения.
На стадии проектирования ПС разрабатывается математическая модель объекта диагностирования, определяется тактика управления работоспособностью, формулируются требования к диагностируемости и технологии ее выполнения, назначается последовательность профилактических и ремонтных работ на объекте.
По назначению системы диагностирования разделяются на системы для проверки работоспособности (исправен или неисправен вагон, локомотив или сборочная единица), правильности функционирования (соответствуют ли параметры его работы исправному техническому состоянию), наличия дефекта (определение места, типа и вида дефекта, причин его возникновения).
Системы технического диагностирования разделяются также на общие (для оценки технического состояния сборочных единиц и деталей), функциональные в процессе эксплуатации вагонов, тестовые (когда на ПС или сборочную единицу воздействуют СТД) и комбинированные (сочетание функционального и тестового методов диагностирования).
Вопрос № 2. Магнитный вид неразрушающего контроля
Магнитный вид НК основан на анализе взаимодействия объекта контроля с магнитным полем и применим лишь к деталям из металлов или сплавов, способных намагничиваться. Им контролируют свободные детали или открытые для доступа части деталей с целью выявления поверхностных или подповерхностных дефектов.
На железнодорожном транспорте магнитному контролю подвергают следующие объекты подвижного состава: детали ударно-тягового и тормозного оборудования, рамы тележек различных моделей в сборе и по элементам, шкворни, оси колесных пар всех типов, как в сборе, так и в свободном состоянии, диски, гребень и спицы локомотивных колес, свободные кольца буксовых подшипников, а также внутренние кольца, напрессованные на шейки оси, венцы зубчатых колес и шестерни тягового редуктора, валы генераторов, тяговых двигателей и шестерен в сборе, упорные кольца, стопорные планки, пружины, болты и т.п.
Говорят, что в «пустом» пространстве существует силовое поле, если на предмет, находящийся в этом пространстве, действует сила. Например, человек постоянно испытывает действие гравитационного поля: где бы он ни находился, Земля притягивает его с одной и той же по величине и направлению силой.
Для всех силовых полей структура формулы для определения силы поля одинакова. В ней всегда фигурирует произведение одной или нескольких величин, характеризующих тело (масса, заряд, скорость и т.д.), на векторную величину, которая характеризует поле в точке, где находится тело. Эта величина называется напряженностью поля. Каждое силовое поле создается теми и только теми телами, на которые оно может действовать. Например, любой предмет независимо от размера, массы, цвета и др. создает вокруг себя гравитационное поле, которое притягивает к себе другие предметы вдоль линии, соединяющей их центры тяжести. Возьмем другое по физической природе, электростатическое (кулоновское) поле. Подчеркнем, что электростатическое поле более избирательно, оно создается только заряженными телами, заряды которых могут быть и положительными, и отрицательными, масса же всегда положительна. Но построение формул одно и то же: чтобы получить силу, надо определенную величину, относящуюся к телу, умножить на напряженность поля в этой точке.
Силовые поля описываются силовыми линиями. Главное свойство силовой линии любого поля состоит в том, что в любой точке, через которую она проходит, направление вектора напряженности совпадает с направлением касательной к ней в этой же точке, а длины векторов, т.е. значения напряженностей во всех точках силовой линии одинаковы. Напряженность поля по величине больше там, где линии будут гуще. По совокупности линий можно судить не только о направлении, но и о величине напряженности поля в каждой точке. Поле, напряженность которого одинакова во всех точках, называется однородным. В противном случае оно неоднородно.
Магнитное поле - это один из видов силовых полей. Но в отличие от электростатического оно еще более избирательно - действует только на движущиеся заряды. На неподвижные заряженные предметы даже в самых сильных магнитных полях никакая сила не действует. Становится очевидным, что «конструкция» формулы для определения силы, действующей на движущееся тело в магнитном поле, должна быть сложнее предыдущих.
Магнитные методы контроля можно использовать только для деталей, изготовленных из ферромагнитных материалов. Они основаны на обнаружении или измерении магнитных полей рассеивания, которые возникают на поверхности намагниченной детали в местах, где имеются нарушения целостности материала или включения с другой магнитной проницаемостью. Данный метод контроля состоит из следующих технологических операций: подготовка изделия к контролю; намагничивание изделия или его части; нанесение на поверхность изделия ферромагнитного порошка (сухой метод) или суспензии (мокрый метод); исследование поверхности и расшифровка результатов контроля; размагничивание. Подготовка изделий к контролю заключается в его тщательной очистке. Существует три способа намагничивания: полюсное (продольное) бесполюсное (циркулярное) и комбинированное.
При полюсном намагничивании применяются электромагниты и соленоиды. При намагничивании через деталь пропускается большой ток низкого напряжения.Если деталь полая, то используют электродный метод намагничивания. Комбинированный способ представляет собой комбинацию бесполюсного и полюсного способов намагничивания. При полюсном намагничивании образуется продольное поле, при котором обнаруживаются поперечные трещины. При бесполюсном намагничивании выявляютсяпродольные дефекты (трещины, волосовины и др.) и радиальные трещины на торцовых поверхностях. При комбинированном намагничивании изделие находится под воздействием одновременно двух взаимно-перпендикулярных магнитных полюсов, что дает возможность обнаружить дефекты любых направлений. Для намагничивания изделий может использоваться переменный и постоянный, а также импульсный ток. В качестве магнитных порошков применяют магнезит (закись-окись железа Fe3O4) черного или темно-коричневого цвета для контроля изделий со светлой поверхностью. Окись железа (Fe2O3) буро-красного цвета применяют для контроля изделий с темной поверхностью. Лучшими магнитными свойствами обладают опилки из мягкой стали. Для контроля изделий с темной поверхностью применяют также окрашенные порошки. Жидкой основой для смесей (суспензий) служат органические масла. При приготовлении смеси обычно в 1 л жидкости добавляют 125-175 г порошка из окиси железа или 200 г опилок. В зависимости от магнитных свойств материала контроль можно производить по остаточной намагниченности изделия или в приложенном магнитном поле. В первом случае порошок наносят на деталь при выключенном дефектоскопе, а во втором - при включенном. При наличии дефекта частицы порошка, оседая в зоне краев трещины, обрисовывают ее контур, т.е. показывают ее месторасположение, форму и длину. Детали, обладающие большим остаточным магнетизмом, могут длительное время притягивать к себе продукты истирания, которые могут вызвать повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают.
Вопрос № 3. Задачи средств и классификация систем технического диагностирования
Под средствами технической диагностикипонимается комплекс технических средств для оценки технического состояния объекта контроля.
В зависимости от поставленных задач и области применения, средства технической диагностики можно квалифицировать по разным признакам.
С точки зрения области применения СТД можно подразделить на штатные и специальные. Штатные СТД в основном предназначены для функциональной диагностики, т.е. для обычного текущего контроля технического состояния. К ним относятся стенды, микрометрический инструмент, индикаторы, дефектоскопы, приборы для измерения различных физических величин. По назначению СТД подразделяются на универсальные (общего назначения) и специализированные. УниверсальныеСТД предназначены для измерения параметров (электрического тока, напряжения, напряженности и индукции магнитного поля, спектрального анализа вибрации и шума, средства дефектации и т.д.) технического состояния ПС различного конструктивного исполнения. СпециализированныеСТД создаются для диагностики конкретных элементов машин, однотипных вагонов и локомотивов. СТД состоят, как правило, из источников воздействия на контролируемый объект (при тестовом методе), преобразователей, каналов связи, усилителей и преобразователей сигналов, блоков измерения, расшифровки и регистрации (записи) диагностических параметров, блоков накопления и обработки информации на основе микропроцессорной техники, совместимой с персональным компьютером. С точки зрения мобильности СТД подразделяются на встроенные и переносные. ВстроенныеСТД компонуются в общей конструкции объекта контроля (например, датчики нагрева буксовых подшипников пассажирских вагонов) и применяются для непрерывного контроля сборочных единиц, отказы которых угрожают безопасности движения поездов или техническое состояние которых может быть определено только при рабочих нагрузках (параметры работающего дизеля, компрессора).
PAGE_BREAK--
ВнешниеСТД выполняют в виде стационарных, передвижных установок, переносных приборов, подключаемых к вагону в период контроля.
По видам диагностирования методы и средства диагностирования подразделяются на функциональные и тестовые.Функциональные методы заключаются в измерении сигналов, возникающих при работе ПС или сборочных единиц в обычных условиях эксплуатации. При тестовом методе сигналы образуются как отражение внешнего воздействия диагностического средства. Современные диагностические установки представляют собой компактные комплексы специализированных ЭВМ, внутри которых предусмотрены соответствующие блоки (структура Д-У-ЭВМ).
Наметились две тенденции построения СТД: в виде многопараметрических структур и систем с углубленной дешифровкой информации.
В первом случае на объект диагностирования устанавливают по определенной схеме большое количество различных преобразователей, с помощью которых регистрируют много параметров для оценки технического состояния объекта. Такой подход требует значительных затрат времени и снижает вероятность безотказной работы системы диагностирования.
Вторая тенденция заключается в установке минимального количества преобразователей, но более углубленном анализе получаемой информации за счет выделения сигналов - помех и полезных сигналов от контролируемого объекта, по которым принимается решение о его техническом состоянии.
Современные СТД позволяют реализовать вторую тенденцию, при которой, несмотря на усложнение общей схемы диагностирования, можно достигнуть значительного сокращения материальных затрат при высокой достоверности контроля. Основные СТД, применяемые в эксплуатации и при плановых видах ремонта вагонов, представлены в таблице.
Для контроля вагонов в прибывающих поездах разработана аппаратура АРМ-ОВ- автоматизированного рабочего места осмотрщика вагонов.
Планом перспективного развития вагонного хозяйства предусматривается применение высокоэффективных безотходных технологий технического обслуживания и ремонта вагонов с широким применением автоматизированных диагностических комплексов контроля технического состояния сборочных единиц:
Автоматизированный бесконтактный комплекс контроля колесных пар подвижного состава на ходу «Экспресс-Профиль»;
Автоматизированный диагностический комплекс для измерения колесных пар вагонов на подходах к станции «Комплекс»;
Система определения качества загрузки вагонов;
Автоматическое устройство контроля колес и сползания буксы;
Комплексная система контроля заторможенных колес, ползунов, наваров,
выщербин, неравномерного проката, тонкомерного гребня, трещины колеса;
Система контроля открытых незафиксированных, деформированных люков и дверей грузовых вагонов;
Автоматизированная система обнаружения вагонов с отрицательной динамикой (АСООД) на подходе к станции. Оборудование пунктов технического обслуживания сетевого значения автоматизированными диагностическими комплексами обеспечит безопасное проследование поездов массой до 14 тыс, тонн на увеличенных гарантийных участках.
Литература
Неразрушающий контроль в вагонном хозяйстве. Д.А. Мойкин.
2. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта. Криворудченко В.Ф., Ахмеджанов Р.А.
3. Неразрушающий контроль в вагонном хозяйстве. Д.А. Мойкин.
4. Технология ремонта вагонов. Б.В. Быков, В.Е. Пигарев.
Визуальный контроль при газосварочных работах
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Тестирование в педагогике выполняет три основные взаимосвязанные функции: диагностическую , обучающую и воспитательную :
· Диагностическая функция заключается в выявлении уровня знаний, умений, навыков учащегося. Это основная и самая очевидная функция тестирования. По объективности, широте и скорости диагностирования, тестирование превосходит все остальные формы педагогического контроля.
· Обучающая функция тестирования состоит в мотивировании учащегося к активизации работы по усвоению учебного материала. Для усиления обучающей функции тестирования могут быть использованы дополнительные меры стимулирования студентов, такие как: раздача преподавателем примерного перечня вопросов для самостоятельной подготовки, наличие в самом тесте наводящих вопросов и подсказок, совместный разбор результатов теста.
· Воспитательная функция проявляется в периодичности и неизбежности тестового контроля. Это дисциплинирует, организует и направляет деятельность учащихся, помогает выявить и устранить пробелы в знаниях, формирует стремление развить свои способности .
Скачать:
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Визуальный контроль при газосварочных работах
МДК 02.02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
По профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Визуальный контроль при газосварочных работах.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
1. Когда сварщик проходит квалификационные испытания?
а) Совместно с выполнением сварочных работ.
б) До выполнения сварочных работ.
в) По окончании сварочных работ.
- Как вы определите марку присадочной проволоки, если на бухте нет бирки?
а) По внешнему виду.
б) По плавлению.
в) Самостоятельно определять не будете.
- Обязательна ли зачистка присадочной проволоки?
а) Обязательна.
б) Не обязательна.
в) Не имеет значения.
- Как вы убедитесь в правильности сборки под сварку?
а) «На глаз».
б) Положитесь на слесарей, выполнивших сборку.
в) Проверю соответствие технологии сварки конструктивных элементов.
- На какой ширине поверхность металла, прилегающая к кромкам, зачищается перед сваркой?
а) Не менее 5 мм.
б) Не менее 15 мм.
в) Не менее 20 мм.
- Обязательно ли перед сваркой ознакомление с технологией сварки изделия?
а) Да.
б) Нет.
в) В зависимости от обстоятельств.
- Как вы можете проверить, правильно ли выбрано количество прихваток?
а) Определите приблизительно.
б) Проверите по технологии сварки.
в) Чем больше, тем крепче.
- Зачем выполняют осмотр сварного соединения?
а) Для устранения дефекта.
б) Для проверки своих действий в процессе выполнения сварного соединения.
в) Для того и другого.
9. Что включает в себя зона осмотра сварного соединения?
а) Шов по всей длине.
б) Шов с двух сторон и прилегающие зоны.
в) То и другое.
10. Каково назначение предварительного контроля?
а) Предупреждение образования дефектов в сварном
соединении.
б) Экономия времени на сварку.
в) Выявление дефектов в сварном соединении.
Эталон ответа:
вопрос | ||||||||||
ответ |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
- Лаврешин С.А. Производственное обучение газосварщиков: учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
- Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009.
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
Cлайды, которые теоретически могут помочь сдать общий экзамен на 1-2 уровень по ультразвуковому контролю.
Сокращения:
НК - неразрушающий контроль
ОК - объект контроля
Термины и определения:
Качество продукции
- совокупность свойств продукции, обуславливающих ее способность удовлетворять определенные потребности в соответствии с ее назначением
Контроль (технический контроль)
- проверка соответствия объекта установленным техническим требованиям
Вид контроля
- классификационная группировка контроля по определенному признаку
Метод контроля
- правила применения определенных принципов и средств контроля
Метод неразрушающего контроля (НК)
- метод контроля, при котором не должна быть нарушена пригодность объекта к применению
Система контроля
- совокупность средств контроля, исполнителей и определенных объектов контроля, взаимодействующих по правилам, установленным соответствующей нормативной документацией
Средство контроля
- техническое устройство, вещество и (или) материал для проведения контроля
Контролепригодность
- свойство изделия, обеспечивающее возможность, удобство и надежность его контроля при изготовлении, испытаниях, техническом обслуживании и ремонте
Входной контроль
- контроль продукции поставщика, поступившей к потребителю или заказчику, и предназначенный для использовании при изготовлении, ремонте или эксплуатации продукции
Операционный контроль
- контроль продукции или процесса во время выполнения или после завершения технологической операции
Приемочный контроль
- контроль продукции, по результатам которого принимается решение о ее пригодности к поставкам и (или) использованию
Дефект
- каждое отдельное несоответствие объекта установленным требованиям (ГОСТ 15467-79)
Несплошность
- нарушение однородности материала, вызывающее скачкообразное изменение одной или нескольких его физических характеристик (плотности, магнитной проницаемости, скорости звука, волнового сопротивления и проч.)
Дефектное изделие
- изделие, имеющее хотя бы один дефект
Критический дефект
- дефект, при наличии которого использование продукции по назначению практически невозможно или недопустимо
Значительный дефект
- дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим
Малозначительный дефект
- дефект, который существенно не влияет на использование продукции по назначению и ее долговечность
Достоверность контроля
- характеристика (качественная или количественная) контроля, показывающая на основе предварительно установленных критериев близость к ситуации, исключающей как перебраковку, так и недобраковку
Перебраковка
- отсутствие дефектов хотя бы в одном из забракованных по результатам контроля объектов
Недобраковка
- наличие дефекта хотя бы в одном из объектов, признанных годными по результатам контроля
Как известно из ГОСТ 18353-79, существуют 9 видов НК:
1. Магнитный
- вид НК, основанный на анализе взаимодействия магнитного поля с ОК)
2. Электрический
- вид НК, основанный на регистрации параметров электрического поля, взаимодействующего с ОК или возникающего в ОК в результате внешнего воздействия
3. Вихретоковый
- вид НК, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в ОК
4. Радиоволновой
- вид НК, основанный на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с ОК
5. Тепловой
- вид НК, основанный на регистрации изменений тепловых или температурных полей ОК, вызванных дефектами
6. Оптический
- вид НК, основанный на регистрации параметров оптического излучения, взаимодействующего с ОК
7. Радиационный
- вид НК, основанный на регистрации и анализе проникающего ионизирующего излучения после взаимодействия с ОК
8. Акустический
- вид неразрушающего контроля, основанный на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в ОК
9. Проникающими веществами
(капиллярный и течеисканием) - вид неразрушающего контроля, основанный на проникновении веществ в полости дефектов ОК
Методы каждого вида НК классифицируются по следующим признакам:
характеру взаимодействия физических полей или вещества с ОК;
первичным информативным параметрам;
способам получения первичной информации.
Классификация методов в соответствии с ПБ 03-440-02
немного отличается.
«Правила аттестации персонала в области неразрушающего контроля» ПБ 03-440-02 устанавливают порядок аттестации персонала, выполняющего НК технических устройств, зданий и сооружений на опасных производственных объектах. Аттестация персонала в области НК проводится в целях подтверждения достаточности теоретической и практической подготовки, опыта, компетентности специалиста, т.е. его профессиональных знаний, навыков, мастерства и предоставления права на выполнение работ по одному или нескольким видам (методам) НК. Специалисты НК в зависимости от их подготовки и производственного опыта аттестуются по трем уровням профессиональной квалификации – I, II, III.
Аттестации подлежит персонал, проводящий контроль объектов с применением следующих видов (методов) НК:
1. Радиационный РК (RT)
1.1. Рентгенографический
1.2. Гаммаграфический
1.3. Радиоскопический
2. Ультразвуковой УК (UT)
2.1. Ультразвуковая дефектоскопия
2.2. Ультразвуковая толщинометрия
3. Акустико-эмиссионный АЭ (AT)
4. Магнитный МК (MT)
4.1. Магнитопорошковый
4.2. Магнитографический
4.3. Феррозондовый
4.4. Эффект Холла
4.5. Магнитной памяти металла
5. Вихретоковый ВК (ET)
6. Проникающими веществами
6.1. Капиллярный
6.2. Течеискание
7. Вибродиагностический ВД
8. Электрический ЭК
9. Тепловой ТК
10. Оптический ОК
11. Визуальный и измерительный ВИК (VT)
12. Контроль напряженно-деформированного состояния НДС
12.1. Радиационный
12.2. Ультразвуковой
12.3. Магнитный
12.4. Вихретоковый
Кандидат, претендующий на прохождение аттестации на один из трех уровней квалификации, аттестуется по конкретным методам НК. Областью аттестации каждого кандидата является сфера его деятельности по контролю конкретных объектов:
1. Объекты котлонадзора
2. Системы газоснабжения (газораспределения):
3. Подъемные сооружения
4. Объекты горнорудной промышленности
5. Объекты угольной промышленности
6. Оборудование нефтяной и газовой промышленности
7. Оборудование металлургической промышленности
8. Оборудование взрывопожароопасных и химически опасных производств
9. Объекты железнодорожного транспорта
10. Объекты хранения и переработки зерна
11. Здания и сооружения (строительные объекты)
12. Оборудование электроэнергетики
Теперь перейдем к определениям из раздела "Колебания и волны".
Колебание
- движение вокруг некоторого среднего положения, обладающее повторяемостью во времени
Волна
- колебательные движения, распространяющиеся в пространстве: колебания одной точки среды передаются соседней и так далее
В акустике рассматривают упругие колебания и волны, в других видах неразрушающего контроля используются электромагнитные колебания и волны.
Упругость
- свойство точек среды возвращаться к первоначальному состоянию после прекращения воздействия силы
Колебания характеризуются частотой и амплитудой.
Частота
- количество периодов (циклов) колебаний в единицу времени (обычно секунду)
Колебания от точки к точке среды передаются с определенной скоростью – скоростью распространения звука.
Длина волны
- минимальное расстояние между двумя точками, колеблющимися в одной фазе
Скорость звука во многих металлах около 6000 м/с. При частоте 6 МГц длина волны равна 1 мм. При ультразвуковом контроле металлов обычно используют волны длиной от 0,06 до 12 мм. Ультразвуковая волна
- процесс распространения упругих колебаний ультразвуковой частоты в материальной среде Объемные волны
Продольная волна
существует а твердых телах, жидкостях и газах. Поперечные волны
существуют только в твердом теле. Поверхностные волны
Волны в ограниченных твердых телах
1-й критический угол
2-й критический угол
3-й критический угол
Ультразвуковое поле
Амплитуда
- наибольшее отклонение от положения равновесия
В ультразвуковом контроле обычно измеряют ослабление амплитуды A" относительно возбужденных в объекте контроля колебаний Aо. Для этого применяют логарифмические единицы – децибелы (дБ).
Т.к. A"

В акустике рассматриваются изотропные среды.
Изотропия
- независимость физических свойств среды от направления в ней. Среды, в которых свойства зависят от направления, называют анизотропными.
Луч
- направление, в котором распространяется максимум энергии волнового процесса
Фронт
- совокупность точек, колеблющихся в одной фазе, до которых в заданный момент дошел волновой процесс
Диапазон частот упругих колебаний
Колебательное движение отдельных частиц происходит в том же направлении, в котором распространяется волна.
Отдельные частицы колеблются в направлении, перпендикулярном направлению распространения волны.
Поперечные волны подразделяются на горизонтально поляризованные SH и вертикально поляризованные SV. При контроле наклонным ПЭП используется SV поляризованная поперечная волна.
Поверхностная волна (Рэлея)
- комбинация продольных и поперечных волн
- распространяется вдоль свободной границы твердого тела
- частицы совершают колебания по эллипсам
- волна распространяется на большие расстояния
- быстро затухает с глубиной
Головная волна
- скорость практически равна скорости продольной волны
- при распространении вдоль поверхности в каждой точке порождает поперечную волну под углом к нормали
- волна быстро ослабляется
1. Волны в пластине (волны Лэмба)
2. Волны в стержнях (волны Похгаммера)
Скорость распространения зависит от:
- частоты (явление дисперсии скорости)
- упругих свойств материала
- поперечных размеров пластины или стержня
Характерны две скорости распространения:
- фазовая - скорость изменения фазы в направлении распространения
- групповая - скорость распространения энергии при передаче импульса
Закон Снеллиуса (синусов)
Направление отраженных и преломленных, продольных и поперечных волн определяется законом синусов (законом Снеллиуса).
Для всех волн отношение синуса угла (между направлением волны и нормалью к поверхности раздела) к скорости волны будет постоянной величиной.

Критические углы
наименьший угол падения продольной волны, при котором преломленная продольная волна не будет проникать во вторую среду (возникновение головной волны)

наименьший угол падения продольной волны, при котором преломленная поперечная волна не будет проникать во вторую среду (появление поверхностной волны Рэлея)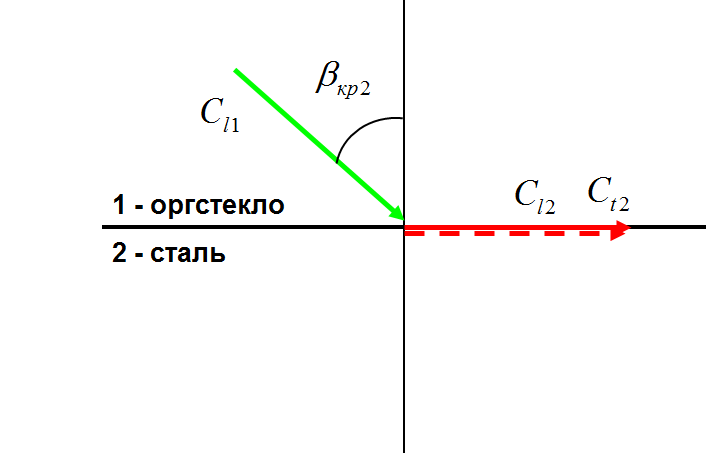
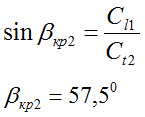
наименьший угол падения поперечной волны, при котором еще отсутствует отраженная продольная волна

Пьезопластину представляем состоящей из большого количества элементарных излучателей.
В непосредственной близости ультразвук распространяется в виде параллельного пучка лучей (прожекторная зона).
Расстояния от разных излучателей до некоторой точки B могут сильно отличаться. Соответственно, отличаются и фазы приходящих сигналов. При совпадении фазы амплитуда увеличивается, если фазы противоположны – амплитуда уменьшается.
Появляются максимумы и минимумы амплитуды. Энергия находится в пределах нерасходящегося пучка. Эта область называется ближней зоной, ближнем полем или зоной Френеля
.
В ближней зоне сложно определить максимумы амплитуд эхосигналов от отражателей, вследствие чего можно ошибиться в оценке их размеров, количестве и координат.
Например, в середине ближней зоны поле имеет минимум на оси преобразователя, а в стороне – максимумы. При обнаружении одной несплошности можно решить, что найдено две, расположенные по сторонам от истинного положения несплошности.
В дальней зоне
появление максимумов и минимумов под влиянием разности фаз приходящих волн происходит только когда точка находится в стороне от оси преобразователя.
Основная часть поля имеет вид расходящихся конусом лучей из центра преобразователя.
Максимум амплитуды соответствует оси преобразователя. С увеличением угла между направлением какого-либо луча и осью амплитуда уменьшается. За пределами некоторого угла (угла раскрытия) излучение почти не чувствуется. Угол раскрытия определяет направленность излучения.
a – радиус круглого пьезоэлемента;
α - угол ввода;
β - угол призмы;
λ – длина волны;
- угол раскрытия по уровню (-20) дБ
n – коэффициент, равный 0,45 для круглой и 0,38 для прямоугольной пьезопластины
![]()



